Le chrome VI, également appelé chrome hexavalent, est aujourd’hui l’un des polluants les plus surveillés dans l’industrie. Utilisé depuis des décennies pour ses excellentes propriétés anticorrosion et sa résistance à l’usure, il reste indispensable dans de nombreux procédés industriels, notamment dans les secteurs de l’aéronautique, de l’automobile, de la métallurgie et du traitement de surface.
Mais derrière ses performances techniques se cache une réalité beaucoup plus préoccupante : le chrome hexavalent est une substance CMR (Cancérogène, Mutagène et Reprotoxique). Une exposition répétée, même à de faibles concentrations, peut avoir des conséquences graves pour la santé des salariés.
Dans ce contexte, l’aspiration industrielle, la captation à la source et le dépoussiérage industriel constituent les moyens les plus efficaces pour limiter l’exposition des opérateurs et maintenir une bonne qualité de l’air dans les ateliers.
Qu’est-ce que le chrome VI ?
Le chrome est un métal naturellement présent dans la croûte terrestre. En industrie, il est principalement utilisé sous deux formes :
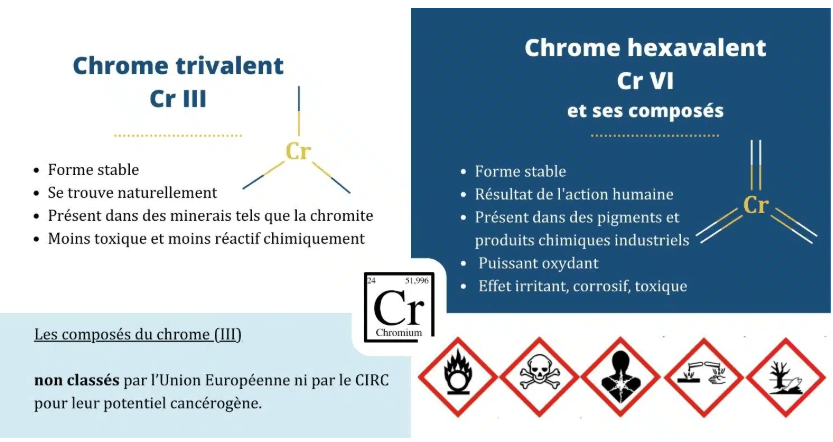
- le chrome trivalent (Cr III), relativement stable et beaucoup moins dangereux ;
- le chrome hexavalent (Cr VI), beaucoup plus réactif et nettement plus toxique.
Le chrome VI est recherché pour plusieurs propriétés :
- excellente résistance à la corrosion ;
- grande dureté de surface ;
- amélioration de la durée de vie des pièces ;
- excellente tenue en milieu agressif ;
- pouvoir de passivation des métaux.
Ces caractéristiques expliquent pourquoi il reste largement utilisé malgré les contraintes réglementaires qui encadrent son emploi.
Où trouve-t-on du chrome hexavalent ?
Contrairement aux idées reçues, le chrome VI ne se limite pas aux bains de chromage. Il peut être généré dans de nombreuses situations industrielles.
Traitement de surface
C’est l’application la plus connue.
Le chrome hexavalent est présent dans :
- les bains de chromage dur ;
- certains procédés de chromage décoratif ;
- les lignes de passivation ;
- certaines opérations de décapage.
Lors de ces traitements, les bains produisent des brouillards chargés en particules de chrome qui peuvent se disperser rapidement dans l’atelier sans système de captation adapté.
Soudage des aciers inoxydables
Peu d’industriels le savent, mais le soudage de certains inox peut produire des fumées contenant du chrome VI.
Les procédés concernés sont notamment :
- soudage TIG ;
- soudage MIG ;
- soudage MAG ;
- soudage à l’arc.
Les fumées métalliques très fines restent longtemps en suspension et peuvent être inhalées par les opérateurs ainsi que par les personnes travaillant à proximité.
Aéronautique
Le secteur aéronautique utilise encore largement des traitements contenant du chrome hexavalent afin de protéger les pièces soumises à des conditions extrêmes.
Les opérations concernées comprennent notamment :
- protection anticorrosion ;
- maintenance aéronautique ;
- réparation de pièces critiques ;
- traitement des alliages.
Automobile
Dans l’industrie automobile, le chrome VI est utilisé lors de certains traitements de surface, de la fabrication de composants mécaniques et de certaines opérations de maintenance.
Mécanique générale
Le meulage, le polissage ou l’usinage de pièces chromées peuvent également générer des poussières contenant du chrome hexavalent.
Même lorsque les quantités semblent faibles, ces poussières peuvent contaminer l’ensemble de l’environnement de travail.

Quels sont les risques liés au chrome VI ?
Le chrome hexavalent est classé parmi les substances chimiques les plus dangereuses pour la santé.
L’inhalation constitue la principale voie d’exposition.
Les conséquences peuvent être importantes :
- cancers du poumon ;
- cancers des sinus ;
- irritation chronique des voies respiratoires ;
- asthme professionnel ;
- perforation de la cloison nasale ;
- brûlures chimiques ;
- dermatites ;
- allergies cutanées ;
- lésions oculaires.
À cela s’ajoute un risque souvent sous-estimé : la contamination des vêtements de travail, des sols et des équipements. Des poussières invisibles peuvent être remises en suspension à chaque déplacement si elles ne sont pas captées efficacement.
Pourquoi privilégier la captation à la source ?
Dans le domaine de la prévention des risques industriels, le principe est simple : il est toujours préférable de capter le polluant avant qu’il ne se disperse.
Une aspiration générale de l’atelier peut améliorer le confort, mais elle ne remplace pas une captation à la source correctement dimensionnée.
Plus la bouche d’aspiration est proche de l’émission, plus le débit nécessaire est faible et plus l’installation est efficace.
C’est pourquoi les solutions suivantes sont privilégiées :
- bras aspirants industriels ;
- dosserets aspirants ;
- tables aspirantes ;
- hottes de captation ;
- capotages intégrés aux machines ;
- cabines ventilées ;
- enceintes de confinement.
Le choix dépend du procédé, des gestes de l’opérateur, des dimensions des pièces et de l’organisation de la production.
Les solutions d’aspiration adaptées au chrome VI
Chaque application nécessite une approche spécifique.
Bras aspirants
Ils conviennent particulièrement :
- aux postes de soudage ;
- aux opérations de reprise ;
- aux interventions ponctuelles.
Ils permettent de positionner la captation au plus près des fumées.
Dosserets aspirants
Très utilisés dans les ateliers de meulage, d’ébavurage ou de polissage, ils créent un flux d’air dirigé vers la surface aspirante tout en laissant une bonne liberté de mouvement.
Lorsqu’ils sont équipés de joues latérales et d’une casquette, leur efficacité augmente sensiblement en limitant les entrées d’air parasites.
Tables aspirantes
Elles sont particulièrement adaptées aux petites pièces manipulées directement par les opérateurs.
L’aspiration est répartie sous le plan de travail, ce qui améliore la captation des poussières fines.
Cabines ventilées
Les cabines permettent de traiter les opérations les plus émissives en confinant les polluants.
Elles sont fréquemment utilisées pour :
- le meulage intensif ;
- le polissage ;
- le traitement de surface ;
- certaines opérations de maintenance.
Le rôle essentiel de la filtration
Une aspiration performante ne se limite pas au captage des polluants. Encore faut-il empêcher leur rejet dans l’environnement.
Selon les procédés, plusieurs technologies peuvent être mises en œuvre :
- dépoussiéreurs à cartouches haute efficacité ;
- filtres HEPA pour les particules les plus fines ;
- laveurs de gaz pour les brouillards acides ;
- séparateurs de gouttelettes ;
- systèmes de surveillance de l’encrassement des filtres.
Le choix de la solution dépend notamment de la nature des émissions, du débit d’air, de la granulométrie des particules et des exigences réglementaires.
Une installation bien conçue fait toute la différence
Dans de nombreux ateliers, les difficultés ne proviennent pas d’un manque de débit, mais d’une mauvaise conception du système de captation.
Parmi les erreurs les plus courantes :
- bouche d’aspiration trop éloignée de la source ;
- vitesse de captation insuffisante ;
- réseau de gaines déséquilibré ;
- pertes de charge mal évaluées ;
- absence de confinement autour du procédé ;
- maintenance insuffisante des filtres.

Une étude aéraulique permet d’optimiser l’installation dès sa conception et d’assurer une efficacité durable.
Réglementation : une vigilance renforcée
Le chrome VI est soumis à une réglementation stricte en raison de sa dangerosité.
Les entreprises concernées doivent notamment :
- évaluer les risques d’exposition ;
- privilégier la substitution lorsque cela est techniquement possible ;
- mettre en œuvre des mesures de protection collective avant le recours aux équipements de protection individuelle ;
- vérifier régulièrement les performances des systèmes de ventilation et d’aspiration ;
- assurer la maintenance des installations et le suivi des expositions conformément aux exigences réglementaires applicables.
Une installation performante contribue à réduire les concentrations de polluants dans l’air des ateliers et participe à une démarche globale de prévention.

Pourquoi faire appel à un spécialiste de l’aspiration industrielle ?
Le traitement du chrome VI ne s’improvise pas.
Chaque installation doit être dimensionnée selon :
- le procédé industriel ;
- les débits d’émission ;
- les vitesses de captation ;
- la géométrie du poste de travail ;
- les contraintes de maintenance ;
- les performances de filtration attendues.
Une approche sur mesure permet d’assurer une protection efficace des opérateurs, tout en optimisant les consommations d’énergie et la durée de vie des équipements.
Awitech vous accompagne dans vos projets
Depuis de nombreuses années, Awitech conçoit, fabrique et installe des systèmes d’aspiration industrielle adaptés aux environnements les plus exigeants.
Nos solutions comprennent notamment :
- bras aspirants ;
- dosserets aspirants ;
- cabines ventilées ;
- tables aspirantes ;
- réseaux de gaines ;
- dépoussiéreurs industriels ;
- unités de filtration haute efficacité ;
- installations complètes de ventilation industrielle.
Chaque projet fait l’objet d’une étude technique afin de proposer une solution adaptée à votre procédé, à vos contraintes de production et à vos objectifs de prévention.
Vous souhaitez améliorer la qualité de l’air de votre atelier ou réduire l’exposition de vos opérateurs au chrome VI ? Nos équipes sont à votre disposition pour réaliser un diagnostic de votre installation et vous proposer une solution de captation et de filtration performante.